

模具磨削的缺陷如何避免呢?模具加工的常見缺陷避免方法
磨削加工對模具壽命的有著最為直接的影響,由于不正確的磨削加工工藝,造成工件表面燒傷、磨削裂紋、磨削痕及磨削應力,這是后續工序及模具在加工期間的機械疲勞,冷熱疲勞產生裂紋的根源。為了提高模具質量,在模具制造過程中,應注重選材,制造工藝等方面的問題.我們需要想辦法避免模具磨削的缺陷?今天和100唯爾教育網的小編一起來看看呢減少模具磨削加工缺陷的措施有哪些?
1、合理使用冷卻潤滑液,發揮冷卻、洗滌、潤滑的三大作用,保持冷卻潤滑清潔,從而控制磨削熱在允許范圍內,以防止工件熱變形。

改善磨削時的冷卻條件,如采用浸油砂輪或內冷卻砂輪等措施。將切削液引入砂輪的中心,切削液可直接進入磨削區,發揮有效的冷卻作用,防止工件表面燒傷。
2、將熱處理后的淬火應力降低到最低限度,因為淬火應力、網狀碳化組織在磨削力的作用下,組織產生相變極易使工件產生裂紋。
對于高精度壓鑄模具為了消除磨削的殘余應力,在磨削后應進行低溫時效處理以提高韌性。
3、消除磨削應力也可將壓鑄模具在260~315℃鹽浴中浸1.5min,然后在30℃油中冷卻,這樣硬度可下降1HRC,殘留應力降低40%~65%。

4、對于尺寸公差在0.01mm以內的精密壓鑄模具的精密磨削要注意環境溫度的影響,要求恒溫磨削。
由計算可知,300mm長的鋼件,溫差3℃時,材料有10.8μm左右的變化,(10.8=1.2×3×3,每100mm變形量1.2μm/℃),各精加工工序都需充分考慮這一因素的影響。
5、采用電解磨削加工,改善壓鑄模具制造精度和表面質量。電解磨削時,砂輪刮除氧化膜:而不是磨削金屬,因而磨削力小,磨削熱也小,不會產生磨削毛刺、裂紋、燒傷等現象,一般表面粗糙度可優于Ra0.16μm;
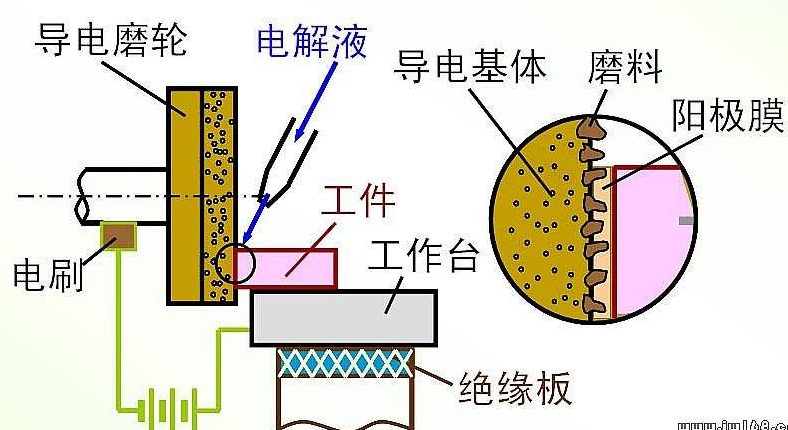
另外,砂輪的磨損置小,如磨削硬質合金,碳化硅砂輪的磨損量大約為磨削掉的硬質合金重量的400%~600%,用電解磨削時,砂輪的磨損量只有硬質合金磨除量的50%~100%。
以上就是100唯爾(100vr.com)小編為您介紹的關于磨削缺陷的知識技巧了,學習以上的模具磨削的缺陷如何避免呢?模具加工的常見缺陷避免方法知識,對于磨削缺陷的幫助都是非常大的,這也是新手學習數控專業所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問磨削缺陷課程推薦

















數控專業技術文檔


推薦閱讀