

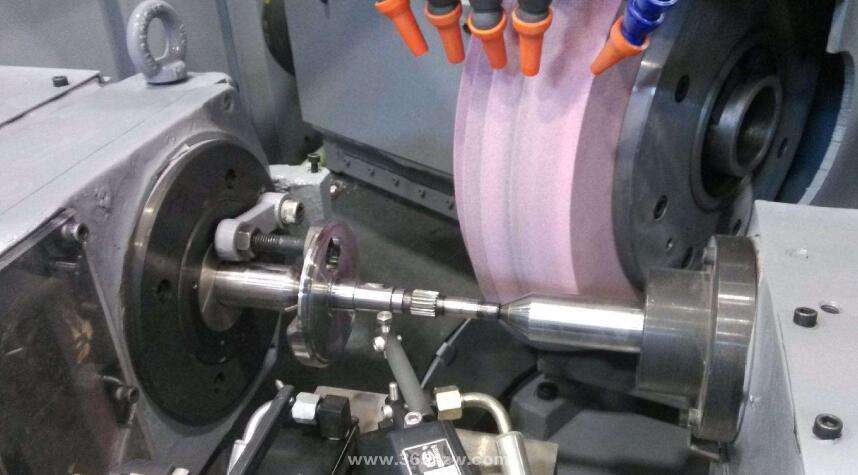
磨削加工時,影響磨削質(zhì)量,機械加工產(chǎn)生磨削燒傷四大因素

什么叫磨削燒傷?機械加工過程中,在工件的加工區(qū)由于切削熱會使加工表面溫度升高。當(dāng)溫度超過金相組織變化的臨界點時,就會產(chǎn)生金相組織變化。對于一般的切削加工,切削熱大部份被切屑帶走,影響不嚴(yán)重。對磨削加工而言,由于其產(chǎn)生的單位面積上的切削熱要比一般切削加工大數(shù)十倍,故工件表面溫度可高達(dá)1000℃左右,必然會引起表面層金相組織的變化,使表面硬度下降,伴隨產(chǎn)生殘余拉應(yīng)力及裂紋,從而使工件的使用壽命大幅降低,這種現(xiàn)象稱為磨削燒傷。綜上,磨削燒傷,就是指由于磨削時的瞬時高溫使工件表層局部組織發(fā)生變化,并在工件表面的某些部分出現(xiàn)氧化變色的現(xiàn)象。
磨削燒傷會降低材料的耐磨性、耐腐蝕性和疲勞強度,燒傷嚴(yán)重時還會出現(xiàn)裂紋。磨削燒傷產(chǎn)生時,工件表面層常會出現(xiàn)黃、褐、紫、青等燒傷色,它們是工件表面由于瞬時高溫引起的氧化膜顏色。
一、磨削燒傷定義:磨削時,由于磨削區(qū)域的瞬時高溫(一般為900-1500℃)到相變溫度以上時, 形成零件表層金相組織發(fā)生變化(大多表面的某些部分出現(xiàn)氧化變色),使表層金屬強度和硬度降低,并伴有殘余應(yīng)力產(chǎn)生,甚至出現(xiàn)微觀裂紋,這種現(xiàn)象稱為磨削燒傷。
二、磨削燒傷機理: 當(dāng)磨削表面產(chǎn)生高溫時,如果散熱措施不好,很容易在工件表面(從幾十um到幾百um)發(fā)生二次淬火及高溫回火。如果磨削工件表面層的瞬間溫度超過鋼種的AC1點,在冷卻液的作用下二次淬火馬氏體,而在表層下由于溫度梯度大,時間短,只能形成高溫回火組織,這就使在表層和次表層之間產(chǎn)生拉應(yīng)力,而表層為一層薄而脆的二次淬火馬氏體,當(dāng)承受不了時,將產(chǎn)生裂紋。
三、磨削燒傷的原因:
磨削燒傷處理的影響
a)殘余奧氏體 磨削時殘余奧氏體由于砂輪磨削時產(chǎn)生的熱和壓力而轉(zhuǎn)變,同時可能伴隨出現(xiàn)表面回火和磨削裂紋。殘余奧氏體量應(yīng)控制在30%以內(nèi)。
b)滲層碳濃度 滲層碳濃度過高,在滲層組織中容易形成網(wǎng)狀碳化物或過多的游離碳化物。由于這種物質(zhì)極硬,在磨削過程中可能出現(xiàn)局部過熱傾向和發(fā)生表面回火。滲層碳濃度過高,會使工件表面產(chǎn)生過多的殘余奧氏體.從而導(dǎo)致燒傷和裂紋。因此,表面碳濃度增加,則降低了磨削性能,一般表面碳濃度應(yīng)控制在0.75%-0.95%范圍以內(nèi)。
c)碳化物分布及形態(tài) 碳化物分布應(yīng)均勻,粒度平均直徑不大于lμm;碳化物形態(tài)應(yīng)為球狀、粉狀或細(xì)點狀沿網(wǎng)分布,不允許有網(wǎng)狀或角狀碳化物。
d)脫碳 熱處理時.表面或環(huán)境保護(hù)不當(dāng)會產(chǎn)生表面氧化,這樣在工件上就會產(chǎn)生一層薄的脫碳層,這層軟的脫碳層會引起砂輪過載或過熱,從而造成表面回火。
e)回火 在保證硬度的前提下,回火溫度盡可能高一些,回火時間盡可能長一些。這樣可以提高滲碳淬硬表面的塑性,而且使殘余應(yīng)力得以平衡或降低.改善表面應(yīng)力的分布狀況。這樣可以降低出現(xiàn)工件裂紋的機率,從而提高磨削工件的效率。
四、影響磨削燒傷的因素
1. 磨削用量
主要包括磨削深度、工件縱向進(jìn)給量及工件速度。當(dāng)磨削深度增大時,工件的表明溫度及表層下不同深度的溫度都會隨之升高,磨削燒傷增加,故磨削深度不可過大;工件縱向進(jìn)給量的增加使得砂輪與工件的表面接觸時間相對減少,散熱條件得到改善,磨削燒傷減輕;增大工件速度雖然使磨削區(qū)溫度上升,但由于熱源作用時間減少,金相組織來不及變化,總的來說可以減輕磨削燒傷。
對于增加進(jìn)給量、工件速度而導(dǎo)致的表明粗糙度增大,一般采用提高砂輪轉(zhuǎn)速及較寬砂輪來補償。
2. 冷卻方法
采用切削液帶走磨削時的熱量可以避免燒傷,但目前適用的冷卻方法效果較差,原因是切削液未能進(jìn)入磨削區(qū)。
為了使切削液能較好的進(jìn)入磨削區(qū)起到冷卻作用,目前采用的主要方法有內(nèi)冷卻法、噴射法、間斷磨削法與古油砂輪等。內(nèi)冷卻法是將切削液通過砂輪空心主軸引入砂輪的中心腔內(nèi),由于砂輪具有多孔性,當(dāng)砂輪高速旋轉(zhuǎn)時,強大的離心力將切削液沿砂輪空隙向四周甩出,使磨削區(qū)直接得到冷卻。
3. 工件材料
工件材料硬度越高,磨削發(fā)熱量越多;但材料過軟,則易于堵塞砂輪,反而使加工表面溫度急劇上升。
工件材料的強度可分為高溫強度與常溫強度。高溫強度越高,磨削時所消耗的功率越多。例如在室溫時,45鋼的強度比20crmo合金鋼的強度高65n/mm2,但在600℃時,后者的強度卻比前者高180n/mm2,因此20crmo鋼的磨削加工發(fā)熱量比45鋼大。
工件材料的韌性越大,所需磨削力也越大,發(fā)熱也越多。導(dǎo)熱系數(shù)低的材料,如軸承鋼、高速鋼等在磨削加工中更易產(chǎn)生金相組織的變化。
4. 砂輪的選擇
硬度過高的砂輪結(jié)合力太強,自銳性差,將使磨削力增大,易產(chǎn)生磨削燒傷,故常選用較軟的砂輪。提高砂輪磨粒的硬度、韌性和強度,有助于保持刃尖的鋒利性及自銳性,從而抑制磨削燒傷。金剛石磨料由于其強度、硬度都比較高,而且在無切削液的情況下,它的摩擦系數(shù)也只有0.05,相對而言最不易產(chǎn)生磨削燒傷,是一種理想的磨料。
砂輪結(jié)合劑應(yīng)為具有一定彈性的材料,如樹脂類。這樣當(dāng)某種原因使磨削力增大時,磨粒能產(chǎn)生一定的彈性退讓,使切削深度減小;同時由于樹脂的耐熱性差,高溫時結(jié)合性能顯著下降,磨粒易于脫落。這些都有助于避免磨削燒傷。
選用粗粒度砂輪磨削時,既可減少發(fā)熱量,又可在磨削軟而塑性大的材料時避免砂輪的堵塞。
來源:前沿數(shù)控技術(shù)
以上就是100唯爾(100vr.com)小編為您介紹的關(guān)于磨削加工的知識技巧了,學(xué)習(xí)以上的磨削加工時,影響磨削質(zhì)量,機械加工產(chǎn)生磨削燒傷四大因素知識,對于磨削加工的幫助都是非常大的,這也是新手學(xué)習(xí)數(shù)控專業(yè)所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側(cè)人工服務(wù),我們會有專業(yè)的人士來為您解答。
本站在轉(zhuǎn)載文章時均注明來源出處,轉(zhuǎn)載目的在于傳遞更多信息,未用于商業(yè)用途。如因本站的文章、圖片等在內(nèi)容、版權(quán)或其它方面存在問題或異議,請與本站聯(lián)系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問磨削加工課程推薦

















數(shù)控專業(yè)熱門資料
數(shù)控專業(yè)技術(shù)文檔
- 1?呼和浩特工務(wù)段卓資東高鐵實訓(xùn)場建設(shè)項目議價采購二次公告
- 2鐵小微帶你看:大南鐵國家高鐵實訓(xùn)基地,超牛!
- 3尚義職教中心首屆高鐵專業(yè)學(xué)生赴北京實習(xí)實訓(xùn)
- 4技能展示 | 高鐵專業(yè)實訓(xùn)技能展示
- 5磨礪青春、出彩中職——高鐵專業(yè)實訓(xùn)風(fēng)采
- 6陜西長城鐵路技師學(xué)院,一所把高鐵實訓(xùn)搬進(jìn)課堂的高等院校
- 7喜訊!喜訊!1:1仿真高鐵實訓(xùn)設(shè)備進(jìn)入梧州電子科技學(xué)校
- 8云南工程職業(yè)學(xué)院高鐵實訓(xùn)基地建成啟用
- 9高鐵實訓(xùn)課走進(jìn)無錫東站!
- 10職教標(biāo)準(zhǔn)I高等職業(yè)學(xué)校城市軌道交通通信信號技術(shù)教學(xué)標(biāo)準(zhǔn)


推薦閱讀