








塑料加工|什么是硬質PVC發泡塑料?關于PVC發泡板的基礎知識科普
一、什么是硬質PVC發泡塑料?
這個時間應該說歷史不長,在上世紀70年代研發的,真正產業化也是上世紀90年代。這個材料一出來,人們就稱它為“未來的木材”,其化學成分是聚氯乙烯。由于硬質PVC低發泡制品的應用非常廣泛,它幾乎能替代所有用木材制作的產品。具有了與木材競爭的能力。
硬質發泡的技術近幾年發展也比較迅速,美國在發展硬質PVC發泡技術方面非常突出,投入大,產出高,開發出了很多新產品,使硬質PVC發泡制品在建筑裝飾材料領域,家具用材料方面都實現了產業化。
硬質PVC發泡制品的加工技術進步很快,無論是設備、模具還是配方工藝均有了發泡的要求。
在PVC發泡制品中添加了木粉或者其他填充料,通過添加不同的填充料,賦予硬質PVC發泡制品不同的特性。提高該產品在替代各種建筑材料,裝飾材料的應用范圍。同時硬質PVC發泡制品表面裝飾性好。
硬質PVC低發泡材料與木質材料相比具有防潮、防腐、防蟲、阻燃、可無需油漆、無毒無味等特點,還會防白蟻。該類產品不但可以節約木材,還可以有效改善人們的居住環境,是最佳的室內外建筑材料。PVC低發泡材料能工地取代木材之外,而且也可以取代其他的建筑材料。首先它減少了原料用量,進而降低了產品的成本;降低了熱導率,提高了保溫性,隔熱性;減少了熱膨脹性。
現在的PVC發泡形成規模的產品主要有硬質PVC自由發泡和結皮發泡實心板、中空各自板,硬質PVC發泡裝飾型材、管材、硬質PVC發泡塑木制品等。在建筑、包裝、家具工業等領域內,應用越來越廣泛。
pvc發泡板的缺點
1、印墨儲存區需進行較嚴格的溫度控制、需維持在20℃以下、倉儲本錢較高。
2、若紫外線外泄、對人員會產生健康上的影響。

pvc發泡板
3、平版UV印刷不比傳統平版印刷般遍及、相熟操作技術的人力提供、需仰賴自己培訓。
4、平版UV印刷的機器投資本錢比傳統的平版印刷設備高、投資決策需更當心。
5、能夠運用平版UV印刷的市場品種比傳統的平版印刷市場更廣、更分散、所以廠商若要投入發展此技術、應先進行市場的分析研究、免得投資設備后發生找不到訂單的危險。
PVC發泡板材優點
1.防水、阻燃、耐酸堿、防蛀、質輕、保溫、隔音、減震的特性
2.和木材同等加工,且加工性能遠遠優于木材
3.是木材、鋁材、復合板材的理想替代品
4.結皮板表面非常光滑,硬度高,不容易有劃痕,常用于制作櫥柜,家具等制作工藝
按制作工藝PVC發泡板可分為PVC結皮發泡板和PVC自由發泡板
PVC結皮發泡板表面硬度非常高,很難產生劃痕,廣泛應用于櫥柜,裝飾,建筑等
PVC自由發泡板表面硬度一般,廣泛應用于廣告展板,裱畫板,絲印,雕刻等
PVC發泡板材產品特性、加工性能:
●PVC發泡板材,具有隔音、吸音、隔熱、保溫等性能。
●PVC發泡板板質具有阻燃性,能自熄不虞火災,可以安全使用。
●PVC發泡板各系列產品都有防潮、防霉、不吸水的性能,而且防震效果好。
●PVC發泡板各系列產品經耐候配方制成后,其色澤可長久不變,不易老化。
●PVC發泡板質地輕,儲運、施工方便。
●PVC發泡板使用一般木材加工工具即可施工。
●PVC發泡板可像木材一樣進行鉆、鋸、釘、刨、粘等加工。
●PVC發泡板可適用于熱成型,加熱彎曲及折疊加工。
●PVC發泡板可根據一般焊接程序焊接,亦可與其它PVC材料粘接。
●PVC發泡板其表面光滑,亦印刷。

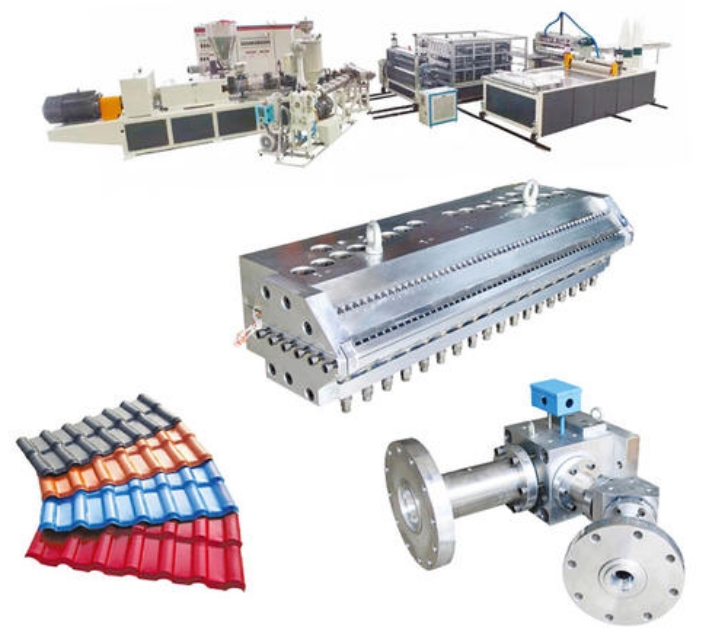
二、發泡成型擠出七大基本要求?
生產PVC低發泡擠出制品擠出機,既可以用單螺桿擠出機,也可以用雙螺桿擠出機,這需要根據具體的制品和企業本身的條件來決定,下面通過筆者多年來的實踐,對生產PVC低發泡制品的擠出機基本要求,作一些總結,以供參考。
對擠出發泡成型用的擠出機基本要求如下:
(1)擠出機傳動系統動力要足夠,和相應的擠出量相匹配;
(2)擠出機螺桿長徑比要足夠大,能建立較高的穩定的擠出壓力;
(3)擠出機必須能產生足夠的熔體壓力,以防止提前發泡;
(4)擠出機螺桿混合塑化性能要求較高,以保證樹脂和各種助劑混合均勻,塑化良好;
(5)擠出系統要耐磨,耐腐蝕;
(6)擠出機的溫度控制系統精度要高于普通擠出機;
(7)擠出機的傳動要穩定,轉速波動要小于普通擠出機。
三、PVC自由發泡與可控發泡之間的區別
PVC直接發泡方法(也叫定向發泡),這種擠出發泡離不開自由發泡工藝法和可控發泡工藝法(也叫結皮發泡法、向內發泡法)
對于自由發泡,含有發泡劑的熔體離開模口之后,開始自由膨脹在距模口一定距離內,通過定型裝置獲得所需形狀,和發泡密度大小要求的發泡制品,這種發泡制品的橫截面上的密度大致相同,周邊有密實但很薄的外表皮包圍。管材、板材、型材在適合的工藝條件下都可由自由發泡法成型。目前比較一致的觀點是,自由發泡法應用往往限于較小截面的制品,截面積一般<3000mm2,主要是薄壁件。
對于可控發泡法,定型裝置與模口直接相連,其外輪廓與口模相同。這種定型形式的結果是,使含有發泡劑的熔體,一離開模口,就使整個擠出物表面被迅速冷卻,阻止了擠出物表層泡孔的形成,和擠出物橫截面上的任何外形尺寸脹大現象。同時模口內的模芯所產生的空腔在定型過程中被熔體形成的泡孔所充滿,這種發泡制品橫截面上密度變化很大,芯部密度低,外表層密度高。這種方法同樣可以生產管材、板材和型材,而且強度結構等要比自由發泡好,所以常常用來制造滿足不同要求的PVC低發泡結構材料,而且可控發泡允許PVC制品橫截面積>3000mm2,有的以超過30000mm2。
四、PVC低發泡原料的混合技術及加料順序
PVC低發泡干混料的制備,是在標準的加熱、冷卻混合機組(該機組是把高速混合機與冷卻混合機組合成一體)上進行。高速混合機的混料原理是,物料在高速旋轉的攪拌槳葉推動下,沿容器壁急劇散開,并從容器中心部位落下,形成漩渦狀運動,以達到迅速混合均勻的效果。在高速攪拌時,物料得到混合的同時,會產生物料間的摩擦,即同時有摩擦熱的產生,物料與攪拌槳葉和容器壁間也有摩擦,也產生摩擦熱,以及在容器外部加熱源的共同作用下,促使各種助劑很快的滲入到PVC樹脂中去,并形成半凝膠化的干混料。冷卻混合機的原理是通過容器內外套通入冷卻水,在槳葉的低速攪拌下,使110-120℃左右的干混料迅速冷卻到45℃以下,防止熱料結團、分解、發泡,混合機中卸出的混合好的干混料,應進行過篩,以除去結塊料和熔粒,以備下一步擠出造粒,或直接擠出低發泡制品。
在PVC低發泡配方混料中,組份很多,加料時各種助劑:如穩定劑、改性劑、潤滑劑、發泡劑、發泡調節劑、顏料、填料等要按順序加入,這一點很關鍵,加料順序不對會嚴重影響正常生產和產品質量。
正常的加料順序如下:
(1)在低轉速下,將PVC樹脂加到高速混合室中;
(2)在60℃高轉速下,將穩定劑及金屬皂類加到PVC樹脂中;
(3)在75℃高轉速下,將加工改性劑、內潤滑劑、顏料、抗沖擊改性劑、以及發泡劑加到料中;
(4)在90℃左右,在高速攪拌下加入發泡調節劑,外潤滑劑;
(5)在100℃左右高轉速下加入填料;
(6)在110℃~120℃左右,于低轉速下排除物料,送入啟動著的冷卻混合機中;
(7)在冷混機中,混合料冷卻到45℃以下排出;
(8)過篩包裝(或送入貯存罐)。
PVC干混料,混好后應放置48小時以上,再送造粒工序或直接送去擠出成型加工工序。

五、PVC發泡板加工的六個常識
PVC發泡板加工特性與木材加工大致相同,只須避免工作溫度過高造成燒焦得情形,另外加工后所產生的切屑,可收集回收再制造降低成本。在中空發泡板裁切時有一點須要注意,因中空的間距為23㎜的設計,方便組裝,如未注意在裁切時大都以多片重疊一次切割,造成間距都不同;可利用制具以插銷的方式定位,方便加工,現在我們了解一點關于PVC發泡板表面加工的常識。
1.可依照設計圖使用雕刻機成型,再選用表面是要貼美耐板或烤漆;但中空發泡板需注意如表面為凹凸不平只能選用真空覆模方式材質選用2㎜PVC板。
2.彎曲成型只適用於實心發泡板,中空發泡板并不適用;加工方法為利用上下模具,在木模表面覆上鋁板并將實心發泡板加熱到塑化溫度70~90℃之間,利用上下模直接押出形狀發泡板表面并不會有任何變化。
3.自粘PVC在押出制造時可將表面依照需求提供印刷不同紋路的木紋,可節省不必要的加工程序。
4.可將PVC發泡板表面烤漆處理,而總類又依照加工方式不同可分為一般烤漆、鋼琴烤漆、陶瓷烤漆;在鋼琴烤漆加工時都會加上抗UV成分,避免表面顏色產生變化;在表面硬度上又以陶瓷烤漆為優具防刮傷的優點。
5.再來就是常見的加工方式,在表面貼上水晶板(一般為單面有色壓克力板)、美耐板及美耐眀紙,在封邊的部分,一般加工大都自動封邊機為主,而自動封邊機又分為滾輪式及履帶式兩種,但如使用中空發泡時建議使用建議使用與表面貼覆材料相近的顏色,避免紙貼上后產生收縮時,有明顯色差。
6.鉆孔可利履帶式封邊機,較不易造成表面封邊后有凹凸不平情形產生,壓力的調整也是相當的重要;發泡板的顏色也用NC機器直接加工鉆孔。材料本身可依照用途所需將密度降低增加發泡板本身空氣含量,達到隔熱、隔音效果提加成本降低的效果,例如15㎜發泡板密度降低本身的重量與同體積10㎜發泡板重量一樣。目前已有廠商將發泡板利用真空成型運用於臺面成型或大型機臺外罩,但運用於臺面成型有一缺點,為表面耐模度不佳易磨損。
六、PVC低發泡原料的混合技術及加料順序
PVC低發泡干混料的制備,是在標準的加熱、冷卻混合機組(該機組是把高速混合機與冷卻混合機組合成一體)上進行。高速混合機的混料原理是,物料在高速旋轉的攪拌槳葉推動下,沿容器壁急劇散開,并從容器中心部位落下,形成漩渦狀運動,以達到迅速混合均勻的效果。在高速攪拌時,物料得到混合的同時,會產生物料間的摩擦,即同時有摩擦熱的產生,物料與攪拌槳葉和容器壁間也有摩擦,也產生摩擦熱,以及在容器外部加熱源的共同作用下,促使各種助劑很快的滲入到PVC樹脂中去,并形成半凝膠化的干混料。冷卻混合機的原理是通過容器內外套通入冷卻水,在槳葉的低速攪拌下,使110-120℃左右的干混料迅速冷卻到45℃以下,防止熱料結團、分解、發泡,混合機中卸出的混合好的干混料,應進行過篩,以除去結塊料和熔粒,以備下一步擠出造粒,或直接擠出低發泡制品。
在PVC低發泡配方混料中,組份很多,加料時各種助劑:如穩定劑、改性劑、潤滑劑、發泡劑、發泡調節劑、顏料、填料等要按順序加入,這一點很關鍵,加料順序不對會嚴重影響正常生產和產品質量。

正常的加料順序如下:
(1)在低轉速下,將PVC樹脂加到高速混合室中;
(2)在60℃高轉速下,將穩定劑及金屬皂類加到PVC樹脂中;
(3)在75℃高轉速下,將加工改性劑、內潤滑劑、顏料、抗沖擊改性劑、以及發泡劑加到料中;
(4)在90℃左右,在高速攪拌下加入發泡調節劑,外潤滑劑;
(5)在100℃左右高轉速下加入填料;
(6)在110℃~120℃左右,于低轉速下排除物料,送入啟動著的冷卻混合機中;
(7)在冷混機中,混合料冷卻到45℃以下排出;
(8)過篩包裝(或送入貯存罐)。
PVC干混料,混好后應放置48小時以上,再送造粒工序或直接送去擠出成型加工工序。
七、硬質PVC發泡塑料的原理及應用
發泡塑料是由大量氣體微孔分散于固體塑料中而形成的一類高分子材料,且有質輕、隔熱、吸音、耐腐蝕、減震等特性。
發泡塑料與不發泡塑料相比,具有密度低、質輕、比強度高,而且具有優良的緩沖減震、隔音吸音性能,熱導率低,隔熱性能好,還具優良的電絕緣、耐腐蝕、耐霉菌性能。軟質發泡塑料具有彈性優良等性能。
發泡塑料分類
目前有三種:按硬度分類,可分為軟質發泡塑料、硬質發泡塑料和半硬質發泡速度3類。
在23攝氏度和50%的相對溫度下,軟質發泡塑料,彈性模量小于70MPa;按密度分類,可分為低發泡塑料,中發泡塑料,高發泡速度3類。低發泡塑料,密度在0.4g立方米以上,中發泡塑料,密度為0.1/0.4G立方米;按泡孔結構分類,泡孔分閉孔型和開孔型兩類。閉孔型中的氣孔互相隔離,有漂浮性;開孔型中的氣孔互相連通,無漂浮性。按孔徑大小分,超微孔是0.1-1.0微米,位孔是1.0-10微米,普遍泡孔50微米以上。
發泡的過程
發泡的過程無論是用什么方式制得,其基本過程都是發泡,發泡過程是把塑料變成液態,或者熔融態塑料中引入氣體,產生微孔(氣泡),使微孔增長到一定體積,通過物理或者化學方法固定微孔結構。如果說你固定不了,泡沫破了,形成不了泡沫塑料了。
怎么把氣體混到塑料高分子材料中去?現在目前有三種方式:機械法、物理法、化學法。機械就是強力攪拌,以前的肥皂液、洗衣機攪拌都會產生泡沫。物理的方式就是正常看到的發泡材料,微孔填料、低沸點液體氣化,通過加溫產生氣泡。化學就是固體發泡劑反應產生氣體。
Pvc發泡板的價格跟pvc發泡板的厚度有直接的關聯,市場上越厚的pvc發泡板價格越高。2-5mm的pvc發泡板價格在幾十元左右,其中,越厚的價格就越高一點。8mm以上的pvc發泡板價格至低都在100元以上,像19mm的就在500元左右了。
以上就是100唯爾(100vr.com)小編為您介紹的關于塑料磨具加工的知識技巧了,學習以上的塑料加工|什么是硬質PVC發泡塑料?關于PVC發泡板的基礎知識科普知識,對于塑料磨具加工的幫助都是非常大的,這也是新手學習模具專業所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問塑料磨具加工課程推薦


















模具專業熱門資料


模具專業技術文檔


推薦閱讀




















