








職教VR仿真資源|進行焊條電弧焊時,這幾點你一定得上心了!
焊條電弧焊是利用電弧放電時產生的熱量加熱熔化焊條和工件,從而獲得牢固焊接接頭的一種電弧焊方法。焊條和焊件分別接至焊接電源的兩個輸出端上。當焊條與焊件接觸時,焊接回路處于短路狀態,由于接觸點的電阻很大,又施以強大的短路電流,故此處將產生大量的電阻熱,使焊條端部和焊件局部迅速熔化甚至部分蒸發。
今天100唯爾教育小編就結合100唯爾教育《焊條電弧焊》課程及其VR仿真資源來介紹焊條電弧焊怎么操作焊接以及需要有哪些注意事項。
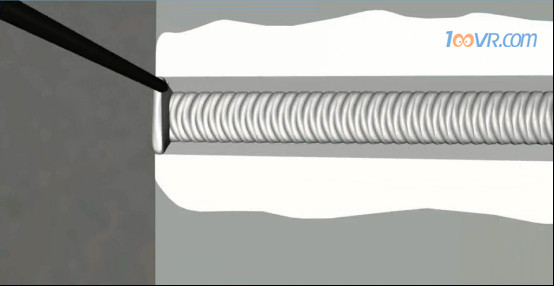
1.打底焊
打底焊采用的焊接電流為90A,電弧電壓為20-21V,焊接速度為80-85mm/min。
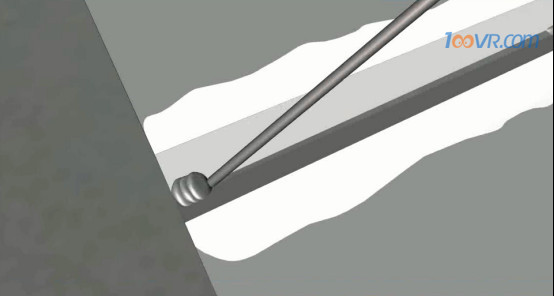
置試板大裝配間隙于右側,在試板左端定位焊縫處引弧,并用長弧稍作停留進行預熱,然后壓低電弧在兩鈍邊間作橫向擺動。當鈍邊熔化的鐵水與焊條金屬熔滴連在一起,并聽到
''噗噗''聲時,形成第一個熔池,滅弧。
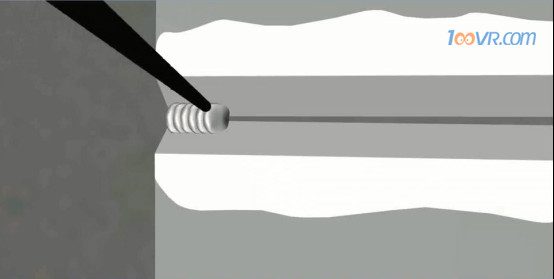
它的運條動作特點是:每次接弧時,焊條中心應對準熔池的2/3處,電弧同時熔化兩側鈍邊。當聽到“噗噗”聲后,果斷滅弧,使每個新熔池覆蓋前一個熔池2/3左右。
操作時必須注意:當接弧位置在熔池后端,接弧后再把電弧拉至熔池前滅弧,則易造成焊縫夾渣。此外,在封底焊時,還易產生縮孔,解決辦法是提高滅弧頻率,由正常50次/分一60次/分,提高到80次/分左右。
在換焊條收弧前,在熔池前方做一熔孔,然后回焊5mm左右,再收弧,以使熔池緩慢冷卻。
迅速更換焊條,在弧坑后部20mm左右起弧,用長弧對焊縫預熱,在弧坑后10mm左右壓低電弧,用連弧手法運條到弧坑根部,并將焊條往熔孔中壓下,聽到“噗噗”擊穿聲后,停頓2s左右滅弧,即可按斷弧封底法進行正常操作。
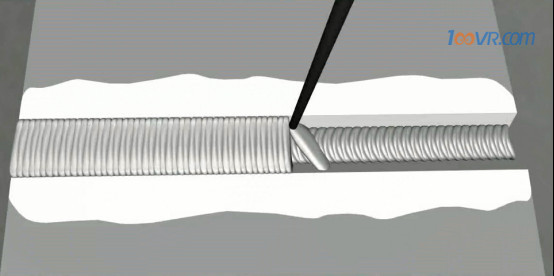
2.填充焊
施焊前先將前一道焊縫熔渣、飛濺清除干凈,修正焊縫的過高處與凹槽,特別是死角處要清理干凈。
采用的焊接電流為155A,電弧電壓為21-22V,焊接速度為90-100mm/min。
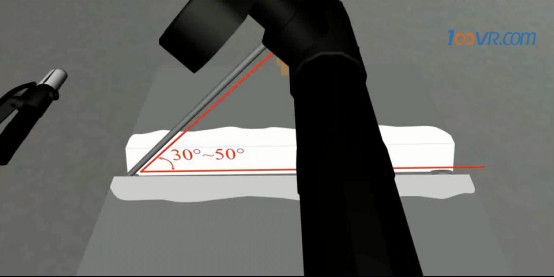
進行填充焊時,焊條與焊板保持85-90°,焊條的運條方法可采用月牙形或鋸齒形,填充焊采用直徑4mm的焊條,焊條擺動到兩側坡口處稍作停留,做到兩邊停中間快,這是控制熔池溫度的一種手段,其用意是提高焊縫兩側溫度,保證兩側有一定的熔深,防止中間溫度過高,使填充焊道略向下凹。

注意事項:擺動幅度應逐層加大,并在兩側稍作停留。填充焊時不得擊穿根部焊道,焊層高度要低于母材坡口表面1mm,最好略呈凹形,要注意不要熔化坡口兩側的棱邊,以便于蓋面焊時掌握焊縫寬度,以便使蓋面時能看清坡囗和不使焊縫高度超高。
3.蓋面焊
采用直徑4.0mm焊條,焊條與焊接方向的夾角應保持在85-90°左右,采用月牙形運條法。采用的焊接電流為155A,電弧電壓為20-21V,焊接速度為85-90mm/min。
運弧的幅度稍大些,以坡口兩側熔合0.5-1mm為宜,運弧時應遵循兩邊慢中間快的原則,焊條擺動到坡囗邊緣時應稍作停頓,以免產生咬邊。熔池形狀是平直的最后成形才是平滑過渡,所使用的焊接電流應稍微小一點,要使熔池形狀和大小保持均勻一致,焊條與焊接方向夾角應保持85-90°左右。
換焊條收弧時應對熔池填熔滴鐵水,迅速更換焊條,并在弧坑前約10mm左右出引弧,然后將電弧退至弧坑的2/3處,填滿弧坑后就可正常進行焊接。
接頭時應注意:若接頭位置偏后,則使接頭部位焊縫過高。若偏前,則造成焊道脫節。蓋面層的收弧可采用3~4次斷弧引弧收尾,以填滿弧坑,使焊縫平滑為準。
以上,就是100唯爾教育關于焊條電弧焊的部分內容,如果對其中的課程內容及其VR仿真資源感興趣,可以直接上100唯爾教育搜“焊條電弧焊”就可以看到對應的課程列表了。
以上就是100唯爾(100vr.com)小編為您介紹的關于焊條的知識技巧了,學習以上的職教VR仿真資源|進行焊條電弧焊時,這幾點你一定得上心了!知識,對于焊條的幫助都是非常大的,這也是新手學習機械制造所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問焊條課程推薦














機械制造熱門資料


機械制造技術文檔


推薦閱讀




















