








壓鑄工藝講解 | 壓鑄件氣孔特征知識點整理,壓鑄件氣孔分析及解決方案
隨著汽車工業的迅速發展和汽車輕量化的要求,鋁、鎂等合金壓鑄零件明顯增加,為壓鑄業進一步發展提供了廣闊前景。由于零件的輕量化需求,對合金材料性能、產品結構和過程設計和控制的要求更加嚴格。
各汽車廠對壓鑄件的要求越來越嚴格,對壓鑄件孔隙率的要求,一般為5%~10%,對某些零件的要求甚至到了3%。針對壓鑄件缺陷的檢測方法和檢測位置,可以在壓鑄機選擇、模具設計和過程設計時,借助計算機模擬分析,進行試驗研究,采用P-Q2軟件等進行優化。
壓鑄件缺陷中,出現最多的是氣孔。氣孔特征。有光滑的表面,形狀是圓形或橢圓形。表現形式可以在鑄件表面、或皮下針孔、也可能在鑄件內部。壓鑄件氣孔、縮孔和渣孔缺陷發生在鑄件內部,產生缺陷的原因不盡相同。為了消除缺陷,識別缺陷種類并分析其原因尤為關鍵,而檢查零件的工具和方法將影響最終的判斷。以下,筆者只討論如何解決鋁、鎂合金壓鑄氣孔問題。
?
一、壓鑄氣體來源分類
1、氣體來源
1)合金液析出氣體—a與原材料有關b與熔煉工藝有關
2)壓鑄過程中卷入氣體a與壓鑄工藝參數有關b與模具結構有關
3)脫模劑分解產生氣體a與涂料本身特性有關b與噴涂工藝有關
2、原材料及熔煉過程產生氣體分析
鋁液中的氣體主要是氫,約占了氣體總量的85%。
熔煉溫度越高,氫在鋁液中溶解度越高,但在固態鋁中溶解度非常低,因此在凝固過程中,氫析出形成氣孔。
氫的來源:
1)大氣中水蒸氣,金屬液從潮濕空氣中吸氫。
2)原材料本身含氫量,合金錠表面潮濕,回爐料臟,油污。
3)工具、熔劑潮濕。
3、壓鑄過程產生氣體分析
由于壓室、澆注系統、型腔均與大氣相通,而金屬液是以高壓、高速充填,如果不能實現有序、平穩的流動狀態,金屬液產生渦流,會把氣體卷進去。
壓鑄工藝制定需考慮以下問題:
1)金屬液在澆注系統內能否干凈、平穩地流動,不會產生分離和渦流。
2)有沒有尖角區或死亡區存在?
3)澆注系統是否有截面積的變化?
4)排氣槽、溢流槽位置是否正確?是否夠大?是否會被堵住?氣體能否有效、順暢排出?
應用計算機模擬充填過程,就是為了分析以上現象,以作判斷來選擇合理的工藝參數。
4、涂料產生氣體分析
涂料性能:如發氣量大對鑄件氣孔率有直接影響。
噴涂工藝:使用量過多,造成氣體揮發量大,沖頭潤滑劑太多,或被燒焦,都是氣體的來源。
5、解決壓鑄件氣孔的辦法
先分析出是什么原因導致的氣孔,再來取相應的措施。
1)干燥、干凈的合金料。
2)控制熔煉溫度,避免過熱,進行除氣處理。
3)合理選擇壓鑄工藝參數,特別是壓射速度。調整高速切換起點。
4)順序填充有利于型腔氣體排出,直澆道和橫澆道有足夠的長度(>50mm),以利于合金液平穩流動和氣體有機會排出。可改變澆口厚度、澆口方向、在形成氣孔的位置設置溢流槽、排氣槽。溢流品截面積總和不能小于內澆口截面積總和的60%,否則排渣效果差。
二、氣孔分析
1.氣孔檢查
對于壓鑄件氣孔檢查,須著重考慮幾個位置:①有限元分析最大應力位置;②零件模擬分析卷氣位置;③零件工作關鍵部位(如密封面等)。
一般壓鑄件可采用X光檢查;發現缺陷后,切開零件進一步檢查。在過程控制時,按ASTM E505等級2控制,關鍵部位應按ASTM E505等級1控制。
氣孔一般表面比較光滑,呈圓形或橢圓形,有時孤立存在,有時簇集在一起。圖1為壓鑄件氣孔表面。

而縮孔和縮松形狀不規則,表面色暗而不光滑,在顯微鏡和電鏡下,可以發現缺陷位置存在枝晶結構,見圖2。有時氣孔和縮孔同時存在于同一個缺陷位置,要仔細觀察。
2.氣孔形成
2.1.氫氣氣孔
圖3為氫氣氣孔。氫氣氣孔微小,形如針狀,且均勻分布,零件表面加工后才能觀察到。由于壓鑄件壁薄,金屬液凝固速度快,有時氫氣氣孔肉眼難以觀察到。水蒸氣是氫氣最主要的來源,可能來自爐氣、熔煉工具、鋁錠/回收件、油污染機加工屑和濕精煉劑等。

通常鋁合金壓鑄采用旋轉除氣裝置(見圖4)。氣體源一般使用氬氣、氮氣或氯氣。在金屬液中通入氣體,通過轉子切成大量微小氣泡,由于氣泡內外的濃度差,將氫氣吸入氣泡內,一起排出金屬液外(見圖5)。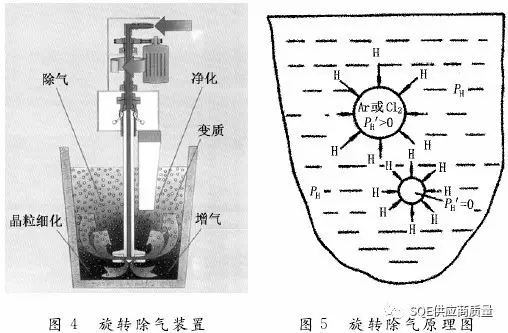
除氣效果受設備、氣體選擇、除氣轉子速度和除氣時間等因素的影響,通過檢測除氣后金屬液密度來衡量。采集一定量的鋁液倒入小坩堝內,放入減壓室,在減壓條件下凝固,分別在空氣和水中稱量,再按下式求得試樣相對密度。
式中,ρs為凝固試樣的相對密度;ma為試樣在空氣中的質量,g;mw為試樣在水中的質量,g。
2.2.卷氣氣孔
卷氣氣孔呈圓形,內部干凈,表面比較光滑且具有光澤,卷氣有時單獨存在,有時簇集在一起。圖6和圖7分別為宏觀和掃描電鏡下卷氣氣孔特征。卷氣一般發生在沖頭系統、澆道系統和型腔內。
2.2.1沖頭系統卷氣
在金屬液從壓室或鵝頸流到內澆口的過程中,很多空氣會卷入。一般壓鑄工藝不可能改變紊流液體流動模式,但是可以通過改進給料系統,減少金屬液到達內澆口的卷氣量。
對于冷室壓鑄,應該考慮充滿度,即澆入冷室壓鑄機的液態金屬量占壓室容量的比率。在設計過程參數時,充滿度要大于50%,以70%~80%為宜。圖8為某壓鑄件充滿度與卷氣量的關系圖。
在壓鑄機選擇和模具設計過程中,一般通過P-Q2軟件計算(P為壓力,Q為流量),選擇合適的壓室尺寸和充滿度。在射筒尺寸確定后,要考慮從澆包到射筒的澆注速度。如果充滿度小于50%,壓室的上部空間大,金屬液將會產生波浪,在沖頭和模具之間往復運動。當沖頭開始向前運動,形成沖頭前面和射筒中部的反射波浪匯合,就會發生紊流和卷氣。這樣,使鑄件氣孔增加,同時還會引起壓室內的液態金屬激冷,對填充不利。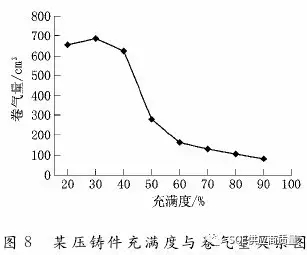
最佳解決辦法是在金屬波反射之前,沖頭已開始運動,也就是說,沖頭和初始波的方向相同,這可以大大減少卷氣。另外,使用P-Q2軟件選擇較合理的設計參數,滿足至少50%的充滿度。
在產品開發和設計過程中,還應該考慮下面過程因素:①對于冷室壓鑄來講,包括澆注速度、壓射延遲時間、低壓射加速、澆口速度、澆口至低速壓射的切換點、低壓射速度和快速壓射起始點;②對于熱室壓鑄來講,包括低壓射加速、低壓射速度至快速壓射的切換點。對上述參數適當調整和監控,盡量減少卷氣程度。
2.2.2.澆道系統卷氣與排氣
金屬液在64~160km/h速度下,一旦遇到澆道形狀發生變化,沖力會使金屬液產生漩渦,導致產生卷氣氣孔缺陷。
通過合理設計澆道形狀來解決這種卷氣,應保證金屬液在整個充型過程中平穩,需要對澆道的曲線和尺寸合理選擇。
2.2.3型腔卷氣
減少型腔卷氣氣孔缺陷,要確保排溢系統設計合理和排氣通暢。圖9為某壓鑄件排溢系統。排溢系統由溢流槽、排氣槽和溢流道等部分組成。
排溢系統應保證排出金屬液前端氣體。通常使用Z型或扇形排氣,深度淺而位于模具邊緣,可以避免產生噴射。
溢流槽和排氣槽一般設置在液態金屬的最后填充位置,可通過模流分析確定該位置,同時保證足夠的排氣尺寸;分型面上的排氣槽通常設置在溢流槽后端,以加強溢流和排氣的效果。齒形排氣道具有良好的排氣效果,模具設計時,最好保證至少要有一個齒形排氣道。

真空壓鑄將有助于解決此類問題。在金屬液到達之前,真空系統已經開始運行。在作業標準中,應監控沖頭從澆口到達真空閥的時間,一般應至少1s,有時需要調整低速壓射起始位置。
在傳統壓鑄中,使用溢流槽和排氣系統,在內澆口處開始壓力達到180kPa,最后填充處能達到400kPa;真空壓鑄時,采用真空通道和真空閥,在內澆口處開始壓力達到20kPa,最后填充處能達到18kPa。通常,在真空條件下,型腔內的氣體壓力達到2~7kPa;而在無真空條件下,型腔內氣體壓力達到300kPa以上。因此,真空技術可以有效降低型腔內壓力。
在工藝設計時,注意下面幾點:
①澆道系統避免出現方形轉角,并保證澆道的表面光滑;
②排溢系統應設計在最佳位置,保證通到模具邊緣,排氣面積足夠和保證排氣充分;
③真空系統設置在關鍵表面和連接部分,避免泄漏和周圍環境干擾;真空通道尺寸正確,特別是在型腔進口處;測量和監控型腔內的壓力,如果超出監控范圍,報警并自動報廢零件;真空閥正常工作;定期清理真空系統。
2.2.4.模擬分析
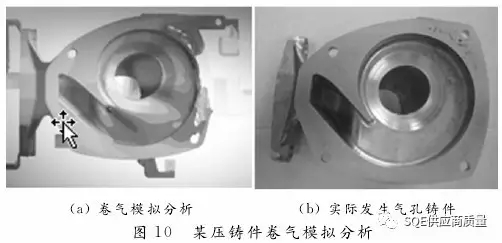
壓鑄過程的模擬仿真技術,對鑄件充型過程(流場)模擬,可以預測在射筒、澆道和型腔內卷氣情況。鑄造充型過程的數值模擬,可以幫助技術人員在鑄造工藝階段對鑄件可能出現的各種卷氣壓力大小、部位和發生的時間予以有效的預測,從而優化鑄造工藝設計,確保鑄件的質量,縮短試制周期,降低生產成本。圖10為某壓鑄件卷氣模擬分析,實際氣孔位置與模擬流場分析卷氣位置符合。
當模具參數和過程參數設計改變時,應重新進行模擬分析并仔細評估,確保排溢系統有效工作。
2.3.水蒸氣氣孔
外觀上水蒸氣氣孔一般呈現為圓形、灰色、暗淡、不平整和干燥鱗狀特征,見圖11。出現此特征應檢查脫模劑噴涂和模具冷卻水管泄漏狀況。
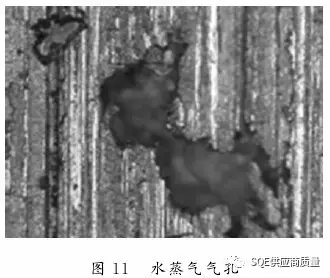
當金屬液在填充過程中遇到水時,會形成水蒸氣。在水轉化為水蒸氣的過程中,會產生膨脹。在水滴的位置,會形成水蒸氣氣泡。氣泡所占的空間大約是原水滴的1500倍。氣體很難通過排溢系統排出,存在于金屬某處,位置很難預測。
一般的水蒸氣氣孔大約98%來自壓鑄涂料。主要出現在以下壓鑄過程:
①模具上噴涂過多的水基涂料,當模具開始閉合時,型腔內沒有完全干燥;
②水管泄漏;
③水管連接螺紋處泄漏;
④模具開裂,有水滲入;
⑤在模具閉合時,模具上端的水滴流入型腔內;
⑥水基液壓液體殘留在模具上。
三、氣孔問題解決方法
一、流痕(條紋)(拋光法去除)A.、模溫低于180(鋁合金)b、填充速度太高c、涂料過量D。金屬流不同步。對a采取措施:調整內澆口面積
二、冷接:A料溫低或模溫低,B,合金成份不符,流動性差。C,澆口不合理,流程太長D。填充速度低E。排氣不良。F、比壓偏低。
三、擦傷(扣模、粘模、拉痕、拉傷):A型芯鑄造斜度太小。B,型芯型壁有壓傷痕。C,合金粘附模具。D,鑄件頂出偏斜,或型芯軸線偏斜。E,型壁表面粗糙。F,脫模水不夠。G,鋁合金含鐵量低于0。6%。措施:修模,增加含鐵量。
四、凹陷(縮凹,縮陷,憋氣,塌邊)A.鑄件設計不合理,有局部厚實現象,產生節熱。B,合金收縮量大。C,內澆口面積太小。D,比壓低。E,模溫高。
五、氣泡(皮下):A,模溫高。B,填充速度高。C,脫模水發氣量大。D,排氣不暢。E,開模過早。F,料溫高。
六、氣孔:A,澆口位置和導流形狀不當。B,澆道形狀設計不良。C,壓室充滿度不夠。D,內澆口速度太高,產生湍流。E,排氣不暢。F,模具型腔位置太深。G,脫模水過多。H,料不純。
七、縮孔:A,料溫高。B,鑄件結構不均勻。C,比壓太低。D,溢口太薄。E,局部模溫偏高。
八、花紋:A,填充速度快。B,脫模水量太多。C,模具溫度低。
九、裂紋:A,鑄件結構不合理,鑄造圓角小等。B,抽芯及頂出裝置在工作中受力不均勻,偏斜。C,模溫低。D,開模時間長。E,合金成份不符。(鉛錫鎘鐵偏高:鋅合金,鋁合金:鋅銅鐵高,鎂合金:鋁硅鐵高。
十、欠鑄A,合金流動不良引起。B,澆注系統不良C,排氣條件不良。
十一、印痕(鑲塊或活動塊及頂針痕等)
十二、網狀毛刺:A,模具龜裂。B,料溫高。C,模溫低。D,模腔表面不光滑。E,模具材料不當或熱處理工藝不當。F,注射速度太高。
十三、色斑:脫模水不純或用量過多,或含石墨過多。
十四、麻面:(成噴霧狀沖擊型壁)。
十五、飛邊(披鋒),鎖模力不夠,模具及滑塊損壞,閉鎖元件失效,鑲塊及滑塊磨損,模具變形,夾批鋒,鎖模力不夠,壓射速度過高,形成壓力沖擊。
十六、分層(隔皮):A模具剛性不夠,模板抖動,壓室沖頭與壓室配合不好,在壓射中前進速度不平穩,澆注系統設計不當。
十七、疏松(表層):模溫低,料溫高,比壓低,脫模水多。
十八、錯邊(錯縫):模具鑲塊位移,模具導向件磨損,在前后模內鑲塊制造誤差。
十九、變形:鑄件結構設計不良,引起不均勻的收縮,開模過早,鑄造斜度不夠,操作不當,除垃圾不當,頂針設置不合理。
二十、碰傷
二十一、夾渣:AL 2 O 3,;MnAl3,為核心,使Fe析出,硅又參與反應形成化合物,;硅含量高,或存在游離硅。
二十二、脆性:料溫過高或保溫時間過長,激烈過冷或結晶過細,合金中雜質鋅鐵等含量太多,鋁合金中含水量銅量超出規定范圍。
二十三、滲漏:壓力不足,澆注系統設計不合理或鑄件結構不合理,合金選擇不當,排氣不良。
二十四、化學成份不符合要求:原材料不正確,原材料及回爐料未加分析即行投入使用。
二十五、機械性能不符合要求:合金化學成份不符標準:鑄件內部有氣孔,縮孔及夾渣等,對試樣處理方法不對,鑄件結構不合理,限制了鑄件達到標準.熔煉工藝不當.檢驗方法除了:目測法,破壞性檢驗,熒光檢驗,著色檢驗,射線檢驗,超聲波檢驗,密閉耐壓試驗,金相檢驗。
以上就是100唯爾(100vr.com)小編為您介紹的關于壓鑄的知識技巧了,學習以上的壓鑄工藝講解 | 壓鑄件氣孔特征知識點整理,壓鑄件氣孔分析及解決方案知識,對于壓鑄的幫助都是非常大的,這也是新手學習模具專業所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問上一篇: 【干貨】汽車輕量化中內高壓成形技術
壓鑄課程推薦


















模具專業熱門資料


模具專業技術文檔


推薦閱讀




















